")
توضیحات
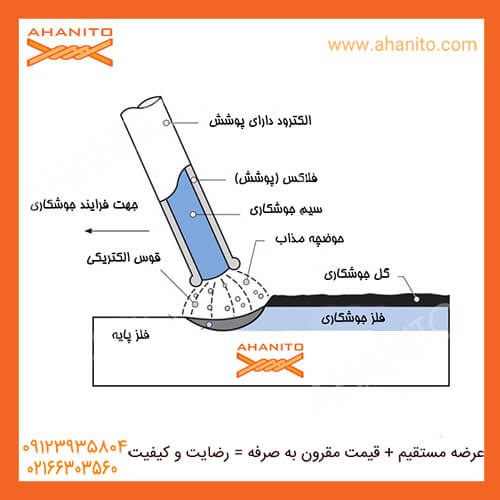
الکترود جوشکاری
یکی از ضروری ترین ابزار ها برای جوشکاری، الکترود یا سیم جوش است. الکترود وسیله ای رساناست و هنگامی که بوسیله دستگاه جوشکاری جریان الکتریکی داخل آن جریان پیدا می کند، ذوب شده و باعث اتصال دو قطعه فلزی به یکدیگر می شود. شناخت انواع الکترود جوشکاری مناسب برای فعالیت شما لازم و ضروری است.
انواع الکترود جوشکاری

بطور کلی دو نوع سیم جوش وجود دارد:
الکترود مصرفی
سیم جوش هایی با نقطه ذوب پایین که پس از ذوب شدن با قطرات فلزی مذاب خود، سبب چسبیدن دو قطعه به هم می شوند، الکترود های مصرفی هستند. الکترود های مصرفی از نظر انتقال حرارتی بسیار کارآمد تر از نوع غیر مصرفی هستند. از الکترود های مصرفی در کار های جوشکاری روزمره و جوش MIG استفاده می شود و اغلب دارای مغزی فولاد (یا آلیاژ های آن) است.
الکترود غیر مصرفی
الکترود های غیر مصرفی، همانطور که از نامشان نیز مشخص است، حین جوشکاری ذوب یا مصرف نمی شوند. مواد استفاده شده در الکترود های غیر مصرفی مانند تنگستن یا کربن، اغلب دارای نقطه ذوب بالایی هستند. از الکترود های غیر مصرفی در جوشکاری قوسی کربنی و جوشکاری TIG (گاز تنگستن) استفاده می شود. دانستن این نکته نیز خالی از لطف نیست که الکترود های تنگستن قیمت به مراتب بالاتری از انواع گرافیتی خود دارند.
سیم جوش روکش نازک
میزان روکش این دست الکترود های جوشکاری، تا 1.25 است. وشش نازک، به الکترود در از بین بردن ناخالصی هایی همچون اکسید و فسفر کمک می کند.
سیم جوش روکش متوسط
الکترود هایی با میزان ضریب پوشش (تقسیم ضخامت لایه فلاکس بر روی مغزی الکترود) 1.45 را روکش متوسط می گویند.
سیم جوش روکش ضخیم
هنگامی که ضریب پوشش الکترود، بین 1.6 تا 2.2 باشد، روکش ضخیم است. روکش شده ضخیم دارای سه نوع اصلی از نظر پوشش فلاکس (سلولزی، پودر آهن و مواد معدنی) هستند.
انواع الکترود بر اساس نوع پوشش (فلاکس)

پوشش یا فلاکس جوش باعث محافظت از محل جوشکاری شده در برابر آلودگی می شود. بصورت کلی انواع پوشش الکترود به شرح زیر است (یا ترکیب آن ها):
الکترود های پایه
این دست از سیم جوش ها (متداول ترین) در پوشش خود از سنگ آهک و فلوراید کلسیم استفاده می کنند. این الکترودها برای جوشکاری سازه های متوسط و سنگین و در مواردی که به کیفیت جوش بالاتر، خواص مکانیکی خوب و مقاومت در برابر ترک خوردگی نیاز است، مورد استفاده قرار می گیرند.
از جمله ویژگی های این سیم جوش ها میتوان به موارد زیر اشاره کرد:
- نیازمند سرعت بالای جوشکاری است.
- مغزی جوش از جنس کم هیدروژن
- گل جوش سخت از سطح جدا می شود.
الکترود های پودرآهنی
سرعت و میزان کارایی الکترود هایی با فلاکس پودر آهن، نسبت به زمانی که این ماده را ندارد، بیشتر است. گل جوش معمولا به راحتی کنده می شود و این دست از سیم جوش ها، در انواع موقعیت های عمودی و افقی قابل استفاده هستند. کیفیت جوشکاری در این الکترود ها، متکی به عملکرد و روند حرکت ثابت الکترود است. پوشش فلاکس نباید خرد شود، ترک بخورد یا مهمتر از همه آن ها، به هیچ وجه نباید مرطوب شده باشد.
الکترود سلولزی
این سیم جوش ها، دارای نسبت بسیار بالایی از سلولز در پوشش فلاکس خود هستند. این دست از الکترود ها دارای سرعت جوشکاری بالا، نفوذ عمقی خوب و خواص مکانیکی مطلوبی بوده و به دلیل استفاده در روش “Stovepipe” مشهور هستند.
الکترود روتیلی
دلیل نامگذاری این سیم جوش نیز به سبب استفاده زیاد از اکسید تیتانیوم (rutile) در ساختار آن است. روتیل باعث عملکرد مطلوب قوس الکتریکی و پاشش مطلوب می شود. کاربری عمومی، استفاده از هر دو منبع تغذیه AC و DC، قابل استفاده در انواع پوزیشن ها (عمودی و افقی) و سرباره جوش قابل جدا شدن، سبب شده الکترود روتیلی به یکی از پر مصرف ترین ها تبدیل شود. از این دست الکترود ها عموما برای جوش پایه فنس و توری حصاری استفاده میشود.
قیمت الکترود جوشکاری (سیم جوش)

قیمت الکترود جوشکاری به چند عامل مختلف مانند جنس پوشش فلاکس، جنس مغزی، ضخیم یا نازک بودن، برند سازنده آن و نوع کاربرد آن بستگی دارد. دو نوع پرفروش الکترود، 6013 و 7018 هستند که با مقاومت کششی بالا، قوس الکتریکی پایدار، امکان استفاده از هر دو منبع تغذیه AC و DC و جریان جوشکاری در همه موقعیت ها، علت محبوبیت آن ها مشخص است. (محبوب ترین سایز نیز 3 و 4 است.)
قیمت الکترود 6013 از نوع 7018 آن ارزان تر بوده و به همین خاطر بیشتر مورد استقبال قرار گرفته است.
از نظر نوع برند سازنده، دو مدل در ایران پر طرفدار هستند:
الکترود اما و الکترود میکا که معمولا آما از میکا کمی گران تر است.
خرید الکترود میکا 6013
برند میکا، جزو پر فروش ترین انواع الکترود بوده و نوع 613 نیز بسیار محبوب است. قیمت الکترود میکا 6013 در آهنیتو، 25500 تومان بوده اما به علت نوسانات قیمتی بازار و بالا پایین رفتن، بهترین راه تماس با کارشناسان آهنیتو در مرکز بازار آهن شادآباد است.
خرید الکترود آما 6013
شرکت صنعتی آما نیز انواع مختلفی از الکترود های روتیلی، قلیایی، سلولزی و … را در انواع سایز ها و نوع پوشش ها ساخته است. کیفیت این برند از نظر تولید داخلی بودن مطلوب است و از نظر قیمتی نیز کمی از میکا بالاتر است. قیمت الکترود آما 6013 در آهنیتو 26500 تومان است.
انتخاب الکترود متناسب با نیاز ها
انتخاب سیم جوش مناسب با فعالیت شما تعیین می شود، فاکتور های اساسی انتخاب الکترود مناسب شامل:
- فلزی که میخواهید جوش بدهید.
شناسایی فلز پایه برای جوش دادن بسیار مهم است؛ چراکه بصورت مستقیم انتخاب جنس سیم جوش مورد استفاده را تعیین می کند.
- مقاومت کششی
برای جلوگیری از ترک خوردگی یا سایر ناپیوستگی های جوشکاری، حداقل مقاومت کششی الکترود را با فلز پایه تطبیق دهید. الکترود ها بر اساس استاندارد سازمان AWS دسته بندی شده اند. دو رقم بعد از اولین حرف، به معنای حداقل مقاومت کششی الکترود است. به عنوان مثال در الکترود E6011 عدد 60 به معنای مقاومت کششی 60000 psi است.
- جریان جوشکاری
بعضی از الکترودها فقط با یکی از منابع تغذیه AC یا DC قابل استفاده هستند. در حالی که برخی دیگر با هر دو منبع جریان مستقیم و غیر مستقیم سازگار هستند. برای تعیین نوع صحیح جریان برای یک الکترود خاص، به رقم چهارم طبقه بندی AWS مراجعه کنید که نوع پوشش و نوع جریان جوش سازگار با آن را نشان می دهد. (جدول مشخصات)
- موقعیت و جهت جوش
رقم سوم الکترود ها از چپ به راست نشان دهنده موقعیت جوشکاری هستند. این اعداد به شرح زیر هستند:
عدد 1 = قابلیت جوشکاری در هر جهت
عدد 2 = جوشکاری فقط در حالت مسطح و افقی
عدد 3 = جوشکاری فقط در حالت مسطح
الکترودهای جوشکاری نقش بسیار مهمی را در فرایند جوشکاری ایفا میکنند و خوب است بدانیم که هر نوع الکترود برای کاربردهای خاص خودش مناسب است. در ادامه، به معرفی انواع روشهای ساخت الکترود جوشکاری اشاره کردهایم.
روشهای ساخت الکترود جوشکاری
روشهای ساخت الکترود جوشکاری متنوع بوده و هر یک از این روشها، ویژگیها و مزایای خود را دارد. این روشها شامل ساخت الکترودهای روتیل، سلولزی، با پوشش پودری و… میشوند.
روش اول
در روش اول برای ساخت الکترود جوشکاری، مواد مختلفی مانند پودر فلزات پایه، پوششدهندهها، پیگمنتها و مواد افزودنی دیگر با ترکیبات مشخص و به ترتیب معین، به صورت گرانولها یا پودرها تهیه میشوند. سپس این مواد با ترکیب دقیق و در دماهای مشخص و در قالبهای خاص، تولید میشوند.
روش دوم
روش دیگری که در ساخت الکترودهای جوشکاری مورد استفاده قرار میگیرد، روش پوششدهی است. در این روش، الکترودها از فلزات پایه تا فلزات پوششدهنده و مواد افزودنی دیگر تولید میشوند. پوششدهیها میتواند به صورت محلولهای آبی، پودرهای خشک، پودرهای مرطوب یا پوششهای سایر فرمها صورت بگیرد.
در مجموع، انتخاب روش مناسب برای ساخت الکترود جوشکاری بستگی به نوع جوشکاری مورد نیاز، مواد استفاده شده در الکترود و مشخصات فنی و عملکردی الکترودها دارد. هر یک از این روشها با ویژگیهای خاص خودشان، به بهبود کیفیت و کارایی جوشکاری کمک میکنند.
مراحل و فرایند تولید الکترود جوشکاری
مراحل و فرآیند تولید الکترود جوشکاری یک فرایند پیچیده و چند مرحلهای است که شامل فرآیندهای مختلفی میشود. در ادامه، به مراحل و فرایندهای تولید الکترود جوشکاری اشاره کردهایم:
تولید الکترود جوشکاری یک فرآیند حیاتی در صنعت جوشکاری است که نیازمند مراحل دقیق و تخصصی میباشد. این فرآیند شامل چندین مرحله مهم است که هر کدام نقش پر رنگ خود را در تولید الکترود ایفا میکنند.
مرحله اول در تولید الکترود، انتخاب و آمادهسازی مواد اولیه است. این مواد از قبیل فلزات پایه، پوششدهندهها، پیگمنتها و مواد افزودنی دیگر هستند که با ترکیبات مشخص، آماده میشوند.
در مرحله دوم، مواد اولیه آماده شده به صورت گرانولها یا پودرها، با ترکیب دقیق و با استفاده از دماهای مشخص، به الکترودهای جوشکاری تبدیل میشوند.
مرحله بعدی شامل فرآیند شکلدهی و خنککردن الکترودها است. در این مرحله، الکترودهای تولید شده به شکلها و ابعاد مورد نیاز قطعهسازی میشوند و سپس با استفاده از روشهای خنککردن مناسب، استحکام و سختی آنها را افزایش میدهند.
در نهایت، الکترودهای تولید شده تحت آزمونهای کیفیتی مختلفی قرار میگیرند تا اطمینان حاصل شود که آنها با استانداردهای مورد نیاز همخوانی دارند و مناسب برای استفاده در عملیات جوشکاری هستند.
با توجه به پیچیدگی و تخصصی بودن این فرآیند، تیمهای متخصص و مجرب در زمینه تولید الکترود جوشکاری برای انجام هر یک از این مراحل نیازمند هماهنگی و دقت بسیاری هستند.
جدول مشخصات الکترود
| شماره | مواد سازنده | جریان مورد پذیرش |
|---|---|---|
| 8 | پتاسیم هیدروژن کم و پودر آهن (قلیایی) | AC, DC+, DC- |
| 7 | اکسید آهن و پودر پتاسیم | AC, DC+, DC- |
| 6 | پتاسیم هیدروژن کم (قلیایی) | AC, DC + |
| 5 | سدیم هیدروژن کم (قلیایی) | DC+ |
| 4 | پودر آهن و تیتانیوم (رتیلی) | AC, DC+, DC- |
| 3 | تیتانیوم پتاسیم (رتیلی) | AC, DC+ |
| 2 | سدیم تیتانیوم (رتیلی) | AC, DC- |
| 1 | پتاسیم سلولزی | AC, DC+, DC- |
این جدول بر اساس استاندارد اصلی، AWS (American welding society) ساخته و تهیه شده که تمامی الکترود های سراسر جهان بر این اساس ضرب می شوند:
حرف E به معنای جوشکاری با قوس الکتریکی است. دو رقم بعدی که باهم باید خوانده شود، میزان مقاومت کششی الکترود را مشخص میکند. عدد سوم به معنای پوزیشن یا جهت جریان جوش است که به سه حالت افقی، عمودی و مسطح تقسیم بندی می شود و عدد آخر نیز ویژگی های ظاهری گرده جوش و نوع جریان تغذیه را مشخص می کند. برای مشاهده کامل مشخصات و اطلاعات جامع در مورد انواع الکترود، به مقاله کامل الکترود چیست مراجعه کنید.




محمد شریب الرعایا –
سلام. میکا 7018 عمده چنده؟
آهنیتو –
قیمت های حدودی کنار تصویر محصول درج شده است. برای دریافت قیمت دقیق لطف کنید با شماره 09123935804 تماس بگیرید.
ملکی –
سلام. الکترود آما 6013 تحویل بازار شاداباد چند؟
آهنیتو –
سلام جناب ملکی عزیز.
قیمت های حدودی کنار تصویر محصول درج شده است. برای دریافت قیمت دقیق لطف کنید با شماره 09123935804 تماس بگیرید.
عبدالحلیم پرو –
سلام وخسته نباشین ببخشین نرم افزاری ندارین که بریم داخلش قیمتابروز اعلام کنن بغیرسایت
آهنیتو –
سلام و عرض ادب
خیر متاسفانه ولی میتونید هر زمانی که خواستید برای اطلاع از قیمت تماس بگیرید.
محمدی –
سلام، برای جوشکاری میلگرد آیا باید از الکترود خاصی استفاده کنم؟ کدوم الکترود برای جوشکاری میلگردهای فولادی مناسبتره؟
آهنیتو –
سلام. بله، برای جوشکاری میلگردها، استفاده از الکترود مناسب بسیار مهم است. به طور معمول، برای جوشکاری میلگردهای فولادی از الکترود قلیایی (Low Hydrogen) استفاده میشود که مقاومت بالا و جوشهای با کیفیتی ایجاد میکند.